Одна из обязательных процедур для прохождения одобрения у некоторых автопроизводителей — это перекрестная проверка результатов испытаний в лаборатории. Процедура состоит из испытания образцов одного рулона в обеих лабораториях и оценке получившихся результатов. Результаты оцениваются экспертно и далее принимается решение о сходимости данных.

Дмитрий Виноградов
Менеджер службы технической поддержки клиентов
В марте этого года компания Северсталь начала работу по проведению перекрестных испытаний лаборатории механических испытаний с одним из наших потенциальных клиентов — автопроизводителей. Основными целями данных испытаний были:
- Оценить сходимость результатов получаемых в наших лабораториях.
- Найти наиболее влияющие параметры на различия в результатах испытаний и по возможности устранить их. Как выяснилось, отличий при проведении испытаний у нас оказалось не так уж и мало.
Часть 1. Поиск отличий в испытаниях
Испытания проводились на образце №5 подготовленном согласно японскому промышленному стандарту JIS Z2241.
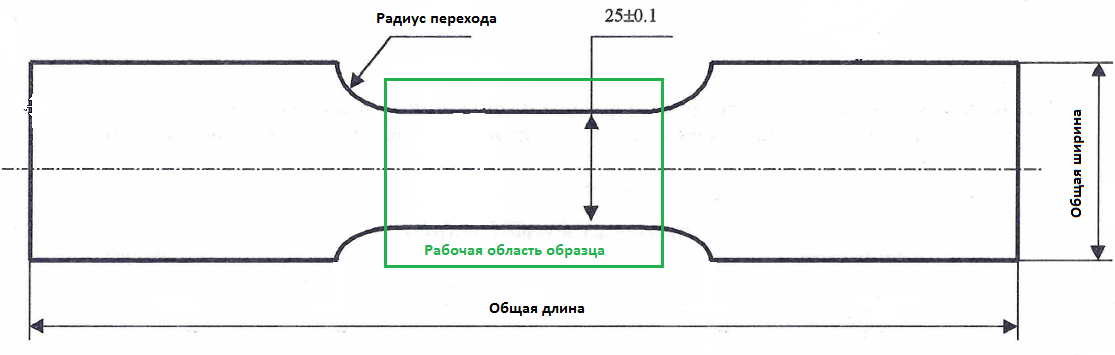
Рис. 1 — Образец №5 согласно JIS Z2241
Данный стандарт конкретно регламентирует только длину и ширину рабочей области (выделена зеленым), остальные значения либо не регламентированы, либо даны значения «от» и «до». Поэтому первыми начали искать различия в испытательных образцах.
Отличия в подготавливаемых образцах:
| Параметр | Клиент | Северсталь |
|---|---|---|
| Общая ширина образца | 40 мм | 35 мм |
| Общая длина образца | 200 мм | 250 мм |
| Радиус перехода | 25 мм | 15 мм |
| Метод подготовки образца | Вырубной пресс | Фрезерование |
- Общая длина/ширина образца — В стандарте не регламентированы. Чем больше — тем лучше захват траверсой испытательной машины. Указанная разница не должна повлиять на результат.
- Радиус перехода — Согласно стандарта: от 15 мм до 30 мм. Радиус перехода может оказывать влияние на результаты измерений.
- Метод подготовки образца — В стандарте не регламентировано. Не влияет на результат испытания — все образцы тщательно обрабатываются шлифовальной машиной после изготовления.
Следующим нашим шагом было определить отличия в программах испытаний. Многие автопроизводители настраивают испытательные машины согласно внутренним стандартам и поэтому мы уделили особое внимание этим настройкам. Программа испытаний содержит десятки различных параметров, которые в разной степени оказывают влияние на результаты испытаний, но отличия нашли всего три.
Отличия в программах испытаний:
| Параметр | Клиент | Северсталь |
|---|---|---|
| Преднагрузка | 2 Мпа | 10 Мпа |
| Чувствительность в зоне предела текучести | 0.05% | 0.02% |
| Скорость измерения в зоне предела текучести | 5 мм/мин | 7.5 мм/мин |
- Преднагрузка — Описывает силу, с которой предварительно растягивается образец, для исключения прогибов перед испытанием. Параметр влияет на результаты испытаний, но указанная разница несущественна.
- Чувствительность в зоне предела текучести — Описывает точность определения значений в зоне предела текучести. В указанных диапазонах не повлияет на результат испытания.
- Скорость измерения в зоне предела текучести — Описывает скорость в зоне определения предела текучести, в указанных диапазонах не повлияет на результат испытания.
Испытательные машины, применяемые на наших площадках изготовлены одной фирмой и используют одинаковую механику испытаний, но несколько отличий все же имеется.
Отличия в испытательных машинах:
| Параметр | Клиент | Северсталь |
|---|---|---|
| Испытательная машина | Zwick Z050 | Zwick Z100 |
| Поверка | Есть сертификат о поверке | Есть сертификат о поверке |
| Захваты | Клиновидные | Гидравлические |
- Испытательная машина — Тип машины оказывает незначительное влияние на результат испытаний.
- Захваты — Может оказывать влияние на результат испытаний, в клиновидном захвате выше риск проскальзывания образца и искажение результатов испытания.
Часть 2. Проведение испытаний
Понимая все отличия в процедуре испытания подготовили план проведения перекрестных испытаний для оценки всех параметров.
Испытания на площадке клиента:
- 6 образцов подготовленных клиентом;
- 12 образцов подготовленных Северсталь.
Испытания на площадке Северсталь:
- 12 образцов подготовленных Северсталь, по программе Северсталь;
- 12 образцов подготовленных Северсталь, по программе клиента;
- 6 образцов подготовленных клиентом, по программе Северсталь;
- 6 образцов подготовленных клиентом, по программе клиента.
Для проведения перекрестных испытаний выбрали очень мягкую IF сталь, аналог DC06 согласно EN 10130. На данной марке мы остановились не случайно — клиент рассматривает именно эту марку для одобрения, чтобы штамповать из нее внутреннюю часть крыши.
Испытания в лаборатории клиента проходило под контролем мастера лаборатории механических испытаний Северстали, чтобы проведение испытаний было идентичным.
Ниже приведены получившиеся результаты:
| YS (MPa) | TS (MPa) | El (%) | |
|---|---|---|---|
| Среднее значение межлабораторной сходимости | 157.07 | 290.90 | 48.93 |
| Среднее значение результатов клиента | 163.44 | 292.94 | 49.52 |
| Среднее значение результатов Северсталь | 153.89 | 289.88 | 48.63 |
| Разница между результатами испытаний | 9.55 | 3.06 | 0.89 |
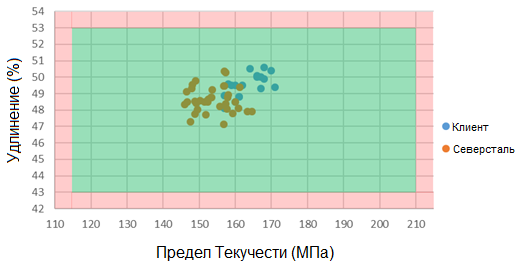
Рис. 2 — Получившиеся результаты: удлинение/предел текучести
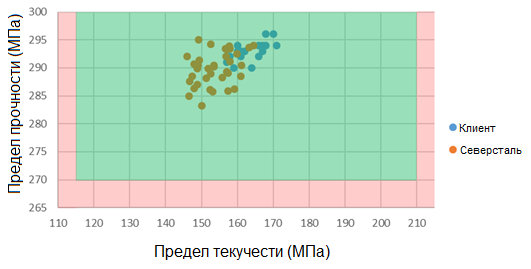
Рис. 3 — Получившиеся результаты: предел прочности/предел текучести
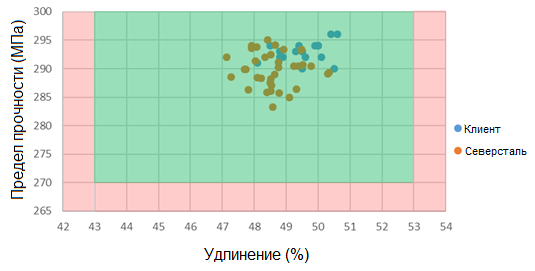
Рис. 4 - Получившиеся результаты: предел прочности/удлинение
Зеленое поле — требования стандарта на марку
Синие точки — результаты на площадке клиента
Желтые точки — результаты на площадке Северсталь.
Результаты:
- Влияние программы испытаний — незначительный эффект.
- Влияние подготовки и размера образцов — незначительный эффект.
- Влияние машины испытаний — незначительный эффект.
- Общая сходимость результатов — удовлетворительная.
Клиент остался доволен сходимостью. В будущем при поставках будем использовать образец, подготовленный по нашим чертежам, и проводить испытания по программе клиента.
Часть 3. Откуда не ждали
Проводя данные испытания мы также обнаружили интересную закономерность — модуль упругости при испытании в лаборатории клиента оказался значительно выше, чем в нашей лаборатории. В параметрах испытания в обоих случаях выставлено измерение предела упругости в результате испытания, а не использование справочных значений. Модуль упругости при испытаниях у клиента был равен в среднем 186 ГПа и не опускался ниже 165 ГПа, а при испытаниях в нашей лаборатории среднее значение составило 119 ГПа и некоторые значения ниже 72 ГПа при справочном значении для стали 210 ГПа.
Модуль упругости — это способность стали упруго деформироваться (то есть не постоянно) при приложении к нему силы. В области упругой деформации модуль упругости материала в общем случае зависит от напряжения и определяется производной зависимости напряжения от деформации.
Параметр модуля упругости практически не влиял на показания предела текучести в случае наших испытаний. Изменение модуля упругости до справочных значений меняет значение предела текучести в наших испытаниях всего от 2 МПа до 5 МПа.
Вместе с мастером ЛМИ начали действовать. Первым шагом попробовали разобраться с проблемой через фирму — поставщика оборудования, которая предоставляет нам консультационные услуги. В течении недельной переписки проблема с мертвой точки не сдвинулась. Специалисты поставщика считали, что низкий модуль упругости это норма.
Видя, что переписываться можно долго, а проблему надо решать, мы обратились к специалисту по испытательным машинам на нашей площадке, который за один день выяснил, что виной всему износ датчиков деформации. Он собственноручно произвел настройку всего оборудования и решил проблему — значения стали очень близки к справочным. А для дальнейшего обслуживания была заказана специальная оснастка для калибровки датчиков деформации.
Выводы:
- Перекрестные испытания в независимых друг от друга лабораториях позволяют получить объективные данные о свойствах металла и в будущем — доверие клиента к испытаниям в нашей лаборатории.
- Испытания в лаборатории Северстали и в лаборатории клиента показали хорошую сходимость свойств при различных программах испытаний и при разном лабораторном оборудовании.
- Выявлена и устранена ошибка при определении модуля упругости в лаборатории Северсталь.
Уважаемые читатели, присылайте свои вопросы, предложения по этой статье или другим интересующим темам на адрес инжинирингового портала. Ваша обратная связь важна для нас. Спасибо за внимание!
С уважением, команда Инжинирингового портала
Вам может быть интересно

Соответствие стандартов «Северстали» национальным стандартам и сводам правил России

Оптимизация профилей ЛСТК

Контейнер для сбора мусора – дешевле и экологичнее

Снижение металлоемкости кабины трактора

Фронтальные стеллажи из высокопрочных сталей

Где в машиностроении могут использоваться атмосферостойкие стали?

Сравнение износостойкости марок стали

Дешевые и надежные стальные бочки

Стальные автомобили будущего

Кузов карьерного самосвала – образец надежности, источник экономии

Превращаем вибрацию в тепло - повышаем безопасность и снижаем затраты