
Статья-размышление про одно из условий для успешного моделирования процесса штамповки.

Andrew Walker
Инженер по материалам и сотрудник службы поддержки клиентов Autoforum
Если бы существовала святая троица для моделирования процессов обработки металлов давлением (с учетом уже написанного расчетного кода), то я бы сказал, что это геометрические модели, параметры процесса и физические свойства материала.
Без какого-либо из этих 3 типов данных нельзя гарантировать, что результаты моделирования покажут одно, а в реальности мы получим кривой кусок отштампованного металла. Однако, инженеры отказываются моделировать процесс, если отсутствуют достоверные геометрические CAD-модели, но в тоже время они могут не задумываться о корректности свойств материалов, считая это «слишком простой задачей» («no-brain») или чем-то не важным, чтобы потратить на это свое ценное время и усилия.

Оригинал статьи: ссылка.

В тоже время я получаю огромное количество обращений по поводу недостоверных результатов моделирования и просьбой исправить код программы, но расчетный код программы зачастую невиновен в ошибках или невнимательности пользователей. В современном мире люди склонны забывать простое правило, что программы, которые они используют являются примером принципа GIGO (Garbage In, Garbage Out или «Что посеешь — то и пожнёшь»). Об этом принципе все знают, но мы продолжаем безоговорочно доверять даже таким результатам.
Но почему мы совершаем такие упущения? В частности, когда так легко понять, какое огромное значение может иметь использование «хороших» карточек материалов, по сравнению с «плохими».
Ведь фактически это ничем не отличается от использования «хорошего» и «плохого» материала в промышленных условиях: чем менее устойчив производственный процесс, чем меньше окно допустимых параметров настройки, тем процесс становится более чувствителен к любым изменениям механических свойств материала. В реальности же, когда Вы открываете AutoForm (или любую другую CAE-программу) вы садитесь за виртуальный пресс…
Когда мне приходит сообщение от пользователя с текстом «Ваша программа плоха, результаты совсем не похожи на фактический результат», то я, как пользователь различного ПО для штамповки (FTI, AutoForm, PAM-Stamp, Optris и др.) почти с 25-летним опытом моделирования, первоначально узнаю и прошу проверить карточку используемого материала, а уже, во-вторых, типы трения и коэффициенты трения. Часто, после проверки карточки, мы обнаруживаем, что программа ни в чем не виновата, мы находим ошибки в определении свойств карточки материала и успешно помогаем пользователю. Но давайте вернемся на шаг назад.
По мере развития программного обеспечения, с момента его создания в середине 90-х годов, появилась возможность определения различных характеристик материалов и создания карточек материала. Дни, когда создавали текстовый файл, для описания модели материала вручную, уже являются далекими и смутными воспоминаниями. Их заменили сгенерированные карточки, которые используют последние теоретические формулы описания механических свойств поведения материала на основе практических испытаний конкретной марки материала.
Частью этого развития является постоянное совершенствование испытательного оборудования материалов, а также улучшенная обработка получаемых данных. Алгоритм аппроксимации помогает сгенерировать необходимые параметры для кривой упрочнения Свифта и Хокетта-Шерби — просто загрузив в программное обеспечение необработанные данные измерений (до нескольких тысяч пар данных напряжений-деформаций), полученные в результате одноосного испытания на растяжение, и «вуаля!» — одна кривая упрочнения материала уже готова к использованию в AutoForm. Желаете чего-то более продвинутого? Зависимости скорости деформации и кинематического упрочнения? Их также можно добавить в карточку и настроить с помощью коэффициентов. Но никто не отменяет предварительную необходимость проведения таких испытаний материала.
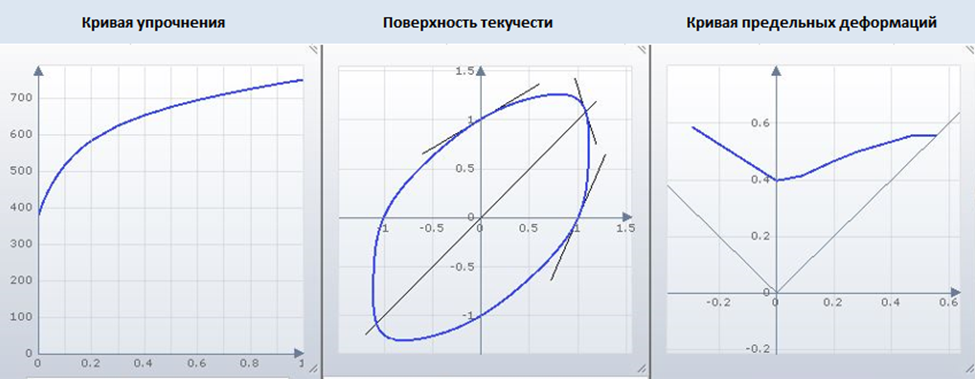
Пример карточки материала в AutoForm
В тоже время, многим людям понятна важность кривой упрочнения, но поверхность текучести материала все еще остается в тени, и пользователь может не понимать зачем она нужна.
Часто можно увидеть выбор неподходящей модели описания поверхности текучести или, обычно из-за отсутствия данных, она описывается как чисто изотропный материал.
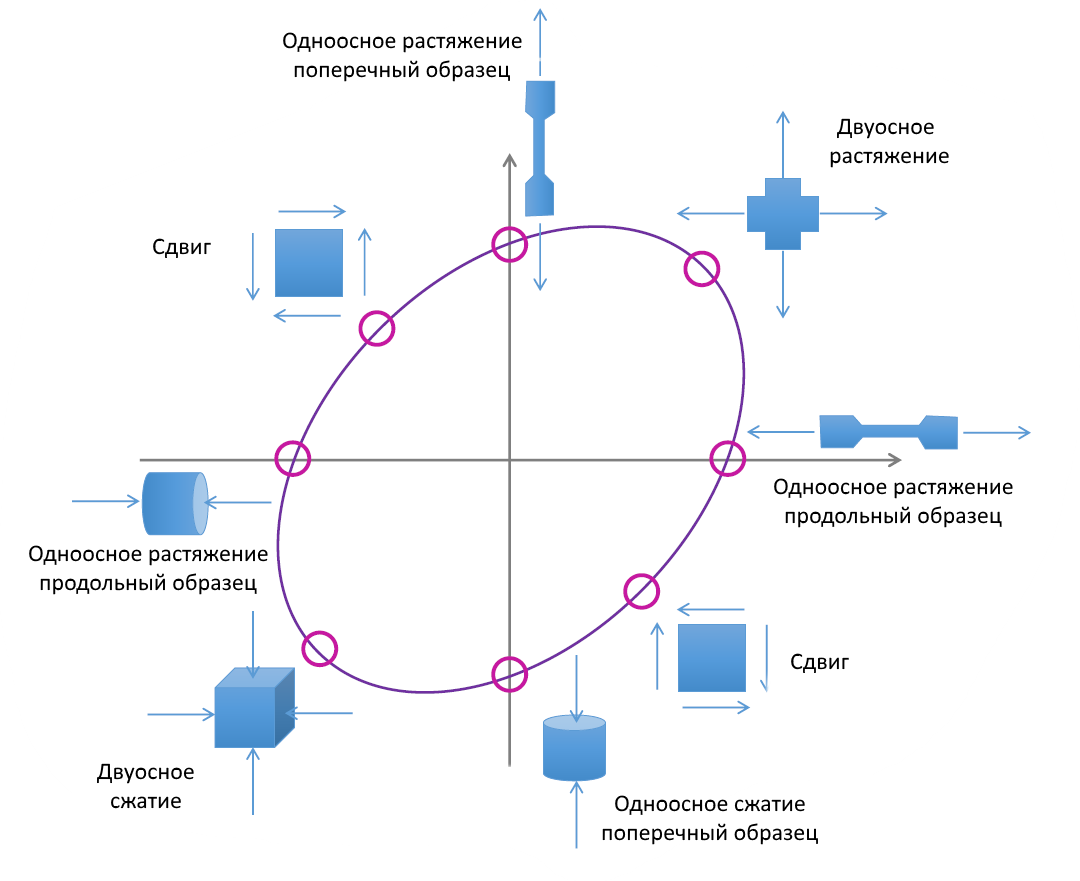
Описание точек поверхности текучести в общем виде
Поверхность текучести показывает не только границу между упругой и пластической деформацией, но и то, как и где материал в конечном итоге разрушится. Необходимо знать этот момент, а иначе, в следующий раз, когда вы произведете расчет пружинения заготовки (springback), то он может отличаться от реальности на «несколько световых лет», или вы можете получить разрывы на детали в неожиданных местах.
Кривая предельных деформаций (FLC) или диаграмма (FLD) стали основополагающим параметрами во всех расчетах штамповки с момента ее «открытия» Гудвином и Килером в 1963-1968 годах (Goodwin & Keeler). Она является самым используемым параметром, хотя и наименее понятным для пользователя, гранью карточки материала.
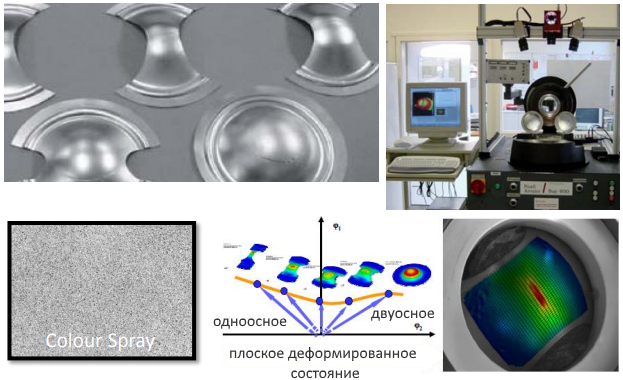
Лабораторное определение кривой предельных деформаций
Кривая FLC не имеет влияния на моделирование и от нее не зависят напряжения или деформации во время расчета и, действительно, можно запускать расчеты и без этой кривой.
FLC — это мера формуемости данного материала и на основе полей предельных деформаций материала принимаются многие инженерные решения. В этом и заключается «основная причина» ее существования.
Но знаете ли Вы, что использование FLC недопустимо для нелинейных траекторий деформации материала? Для гибки? Для краевых трещин? Когда, будучи пользователем AutoForm, вы в последний раз смотрели на траектории течения материала в своей модели, прежде чем подписаться на многомиллионный проект разработки инструментальной оснастки?
AutoForm активно стремится обратить вспять эту тенденцию, когда карточки материалов представляют собой не что иное, как непонятный буквенно-цифровой код, полный непонятных чисел и иногда сопровождается картинками. AutoForm имеет инструменты для аналитической обработки данных, чтобы имитировать реальное поведение материала. AutoForm стремится предоставить нашим пользователям как можно более широкий спектр данных о материалах напрямую от производителей. Библиотека карточек AutoForm предлагает почти 1000 карт материалов напрямую от поставщиков материалов в дополнение к нашей общей, стандартной, библиотеке. В библиотеке «BrandName» пользователю предоставляется настоящий «шведский стол» из материалов — алюминия, стали и нержавеющей стали от крупнейших поставщиков материалов.
1000
карт
Библиотека карточек материалов AutoForm
AutoForm не останавливается на достигнутом. Библиотеки постоянно обновляются, в том числе, и карточками материалов от азиатских и американских поставщиков. Мы также предлагаем обучение по теории материалов, относящейся к ОМД.
Надеюсь, в следующий раз, если что-то пойдет не так во время штамповки и будет получен результат, не соответствующий расчетам, Вы, проверите святую троицу, и не забудете оценить введенные свойства материала.
Примечание
Чтобы помочь пользователям с расчетами, AutoForm предоставляет общую библиотеку материалов и почти 1000 карточек материалов от поставщиков. Более того, AutoForm предлагает базы данных по фирменным материалам в сотрудничестве с крупными поставщиками материалов, такими как Aperam, ArcelorMittal, Bilstein, Erdemir, MMK, Novelis, Outokumpu, Северсталь, SSAB и Tata Steel.
Библиотека AutoForm находится на сайте
Вам может быть интересно

Соответствие стандартов «Северстали» национальным стандартам и сводам правил России

Оптимизация профилей ЛСТК

Контейнер для сбора мусора – дешевле и экологичнее

Снижение металлоемкости кабины трактора

Фронтальные стеллажи из высокопрочных сталей

Где в машиностроении могут использоваться атмосферостойкие стали?

Сравнение износостойкости марок стали

Дешевые и надежные стальные бочки

Стальные автомобили будущего

Кузов карьерного самосвала – образец надежности, источник экономии

Перекрестные испытания как способ подтверждения правильности эксперимента
