
Одна из наиболее распространенных задач компьютерного моделирования штамповки тонколистового проката — подобрать параметры штамповки, при которых стабильно получается требуемая форма детали, а количество брака минимально. Как правило для этого используется кривая предельных деформаций (Forming Limit Curve). В этой статье мы расскажем про FLC и сравним разные модели ее построения.

Дмитрий Виноградов
Менеджер службы технической поддержки клиентов
FLC. Общие сведения
При проектировании технологических процессов листовой штамповки одной из важных технологических задач является прогнозирование разрушения заготовки. В настоящее время в качестве критериев разрушения, позволяющих учесть точный вид деформированного состояния, широко применяются кривые предельных деформаций FLC (от англ. forming limit curve). Они показывают начало критического утонения для различных направлений деформации и позволяют устанавливать границы предельных деформаций, действующих в плоскости листа. Точки для построения FLC получают как экспериментальным путем, так и при помощи вычислений на базе специализированного программного обеспечения.
Кривая предельных деформаций (FLC) строится в осях главных деформаций ε1 и ε2, действующих в плоскости листа. По оси ординат диаграммы отложена максимальная главная деформация ε1 а по оси абсцисс — наименьшая главная деформация ε2 (см. рисунок 1). При ε1 = ε2 имеет место двухосное равномерное растяжение, при ε2 =0 — плоское деформированное состояние. Деформированное состояние в границах от ε2 = 0 до ε2 = ε1 наблюдается в операциях формовки и осуществляется за счет утонения толщины листа. При ε1 = -2ε2 возникает линейное растяжение. В области (ε1 = -ε2)… (ε1 = 2ε2) происходит значительное растяжение в направлении ε1 и сжатие в направлении ε2, что присуще таким операциям, как вытяжка, раздача, отбортовка, и в некоторых сечениях при деформировании деталей кузова.

Рис. 1 — Кривая Forming Limit Curve (FLC) и физический смысл различных областей диаграммы (по справочным материалам AutoForm)
На рисунке 1 видно, как изменится нарисованная на стальной заготовке окружность, после процесса деформации. Соотношение деформаций в каждой области детали может быть описано графически через положение точки в осях ε1 и ε2 и будет соответствовать одной из зон:
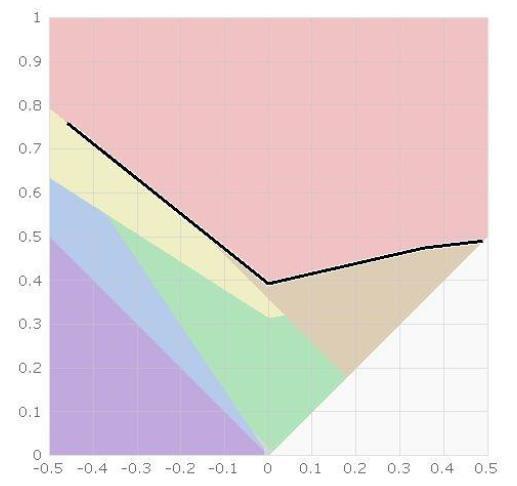
Рис. 2 — Зоны по риску образования дефектов (по справочным материалам AutoForm)
| Цвет | Зона | Описание |
|---|---|---|
| красная зона | Fail Разрушение | Область над кривой предельных деформаций. Материал в данной области испытывает локальное утонение, образование шейки или разрушение |
| оранжевая зона | Excess Thinning Недопустимое утонение | Область под кривой предельных деформаций. Материал в данной области испытывает недопустимое локальное утонение. |
| желтая зона | Marginal Пограничная зона | Область между безопасной зоной и зоной разрушения – коэффициент запаса, учитывающий непостоянство параметров процесса и свойств материала (обычно задают 10% для сталей и 6-8% для алюминиевых сплавов) |
| зеленая зона | Safe Безопасная зона | Область под кривой предельных деформаций, смещенная на величину коэффициента запаса, ограниченная слева зоной гофрообразования. Материал в данной зоне не испытывает разрушения в процессе формообразования |
| синяя зона | Wrinkling Tendency Гофрообразование | Силы сжатия достаточны для начала потери устойчивости и образования складок |
| фиолетовая зона | Strong Wrinkling Tendency Интенсивное гофрообразование | Большие сжимающие усилия, значительно увеличивающие вероятность интенсивного гофрообразования (особенно у материалов небольшой толщины) |
При одноосной деформации разрушение начинается после достижения предела прочности материала. В общем виде в ходе штамповки в металле возникает трехосное напряженно-деформированное состояние, но, принимая во внимание сравнительно низкое значение толщины проката, можно его упростить до двухосного. Начало разрушения зависит от уровня деформаций в двух направлениях. Современные программные комплексы позволяют с высокой точностью воспроизвести в виртуальной среде процесс штамповки детали, оценить степень деформаций в каждой точке. Для определения вероятности разрушения необходимо сравнить степень деформации в двух направлениях со свойствами конкретного материала — его способностью выдержать без разрушения максимальную главную деформацию в зависимости от уровня наименьшей главной деформации. Для описания и использования этой зависимости используется FLС.
Пример показан на рисунке 3. При моделировании процесса штамповки, каждая точка детали вносится на диаграмму в зависимости от ее положения в координатах ε1 — ε2. Данная диаграмма показывает вероятность образования дефектов в различных областях детали.
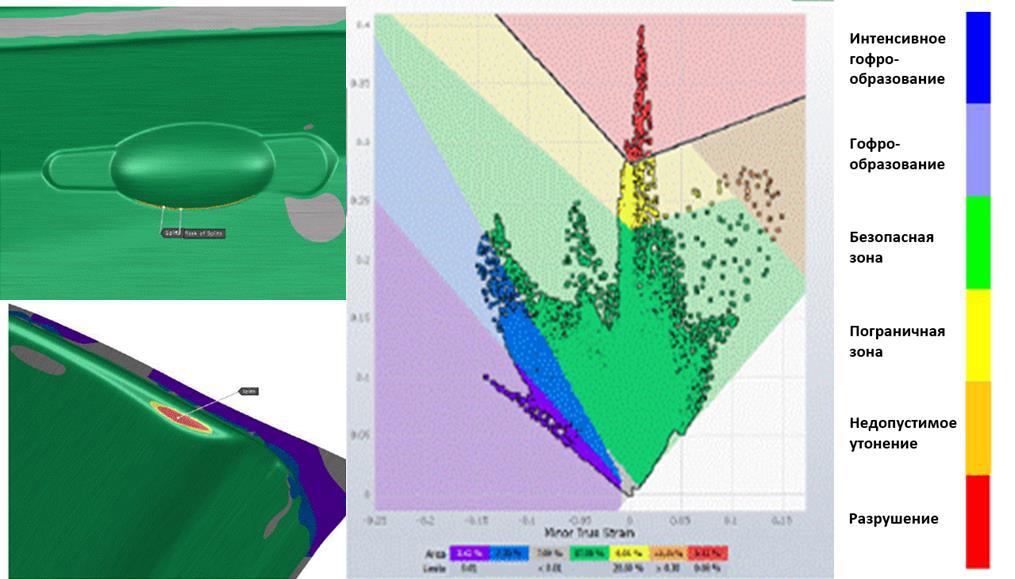
Рис. 3 — Определение вероятности образования дефектов в различных областях детали с использованием FLC (по материалам построения детали в ПО AutoForm)
Сравнение различных моделей FLC
Основные методы получения FLC — экспериментальный метод и вычислительный метод. Наиболее точен лабораторный эксперимент, но он имеет высокую стоимость и требует больших временных затрат, поэтому чаще применяется вычислительный метод. Он основан на использовании результатов одноосных статических испытаний вдоль, поперек и по диагонали от направления прокатки. Наиболее распространены две модели — ArcelorV9 и Tata Steel. В разных моделях построения FLC применяются разные наборы механических свойств, чаще всего:
- предел текучести
- предел прочности
- относительное удлинение
- равномерное удлинение
- коэффициент анизотропии
- коэффициент деформационного упрочнения
Как правило, для построения FLC проводят несколько испытаний для каждого направления и берут наихудшие результаты. Это связано с неоднородностью механических свойств внутри одного рулона и позволяет предупредить возможные проблемы. Также необходимо учитывать, что существует несколько стандартов на испытание механических свойств и, соответственно, различные образцы и параметры испытаний. Сравнение размеров образцов по двум самым распространенным стандартам:
| Стандарт испытания | ISO 9862 | JIS Z 2241 |
|---|---|---|
| Тип образца | Sample A80 | Sample #5 |
| Ширина рабочей части | Bo= 20mm | Bo = 25mm |
| Длина рабочей части | Lo = 80mm | Lo = 50 mm |
Для сравнения результатов испытаний образцов, подготовленных по ISO 9862 и JIS Z2241, а также сравнения FLC, построенных на этих данных, были проведены сравнительные испытания. Различие механических свойств при испытаниях указанных типов образцов представлено в Таблице 2. Проведены испытания холоднокатаного проката марки SPCC толщиной 0.7 мм и оцинкованного высокопрочного проката марки HDT590X толщиной 1.2 мм по обоим стандартам. Результаты показывают, что образцы, испытанные по стандарту JIS имеют большее удлинение, примерно, на 10% при равном пределе текучести и пределе прочности, что соответствует пересчетам свойств из JIS в ISO, принятым в автомобильных компаниях.
HDT590X
SPCC
Имея такие данные, можно провести сравнение моделей ArcelorV9 и модели Tata Steel при испытаниях образцов по стандартам ISO 9862 и JIS Z 2241, результаты представлены на Рис. 4 и Рис. 5. Приведены сравнения FLC для марки стали SPCC, на второй исследуемой марке HCT590X сходимость результатов аналогична.
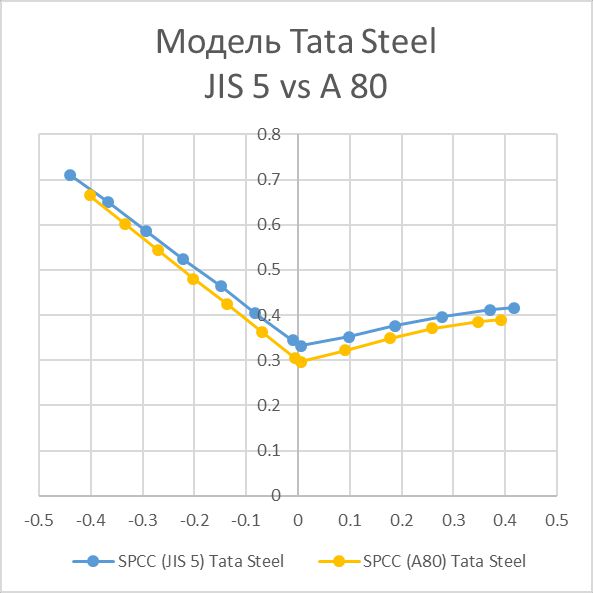
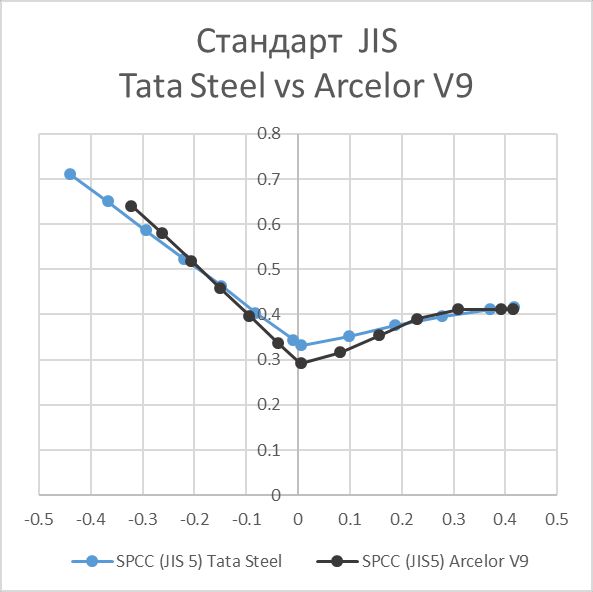
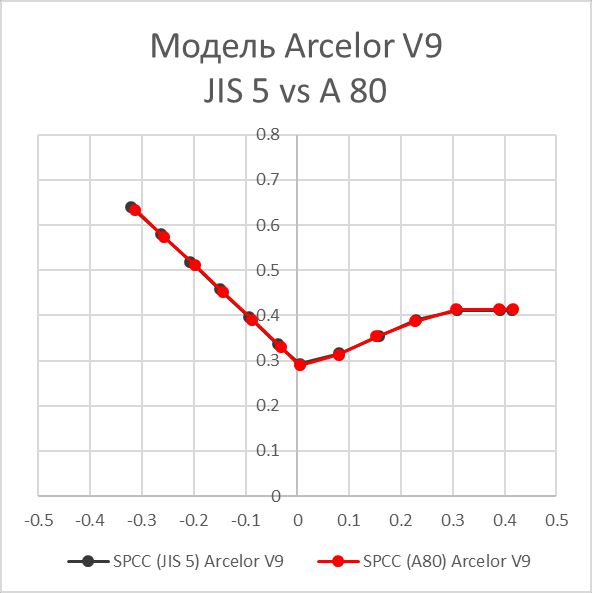
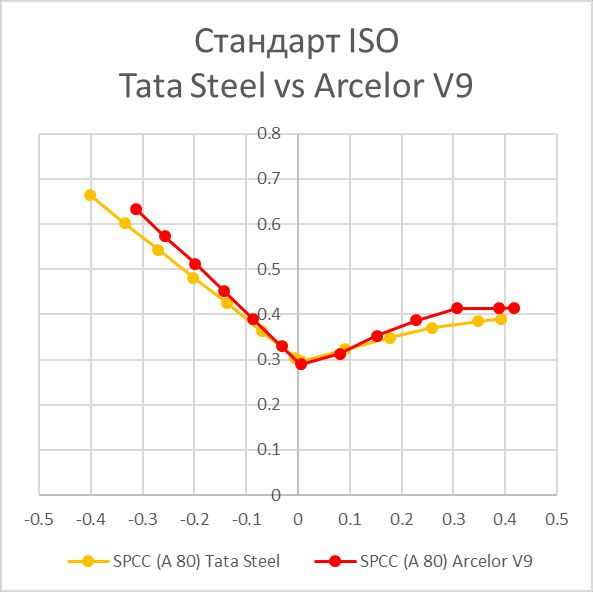
Рис. 4 — Сравнение результатов расчета FLC по разным моделям и для разных методов испытаний образцов на примере холоднокатаного проката марки SPCC
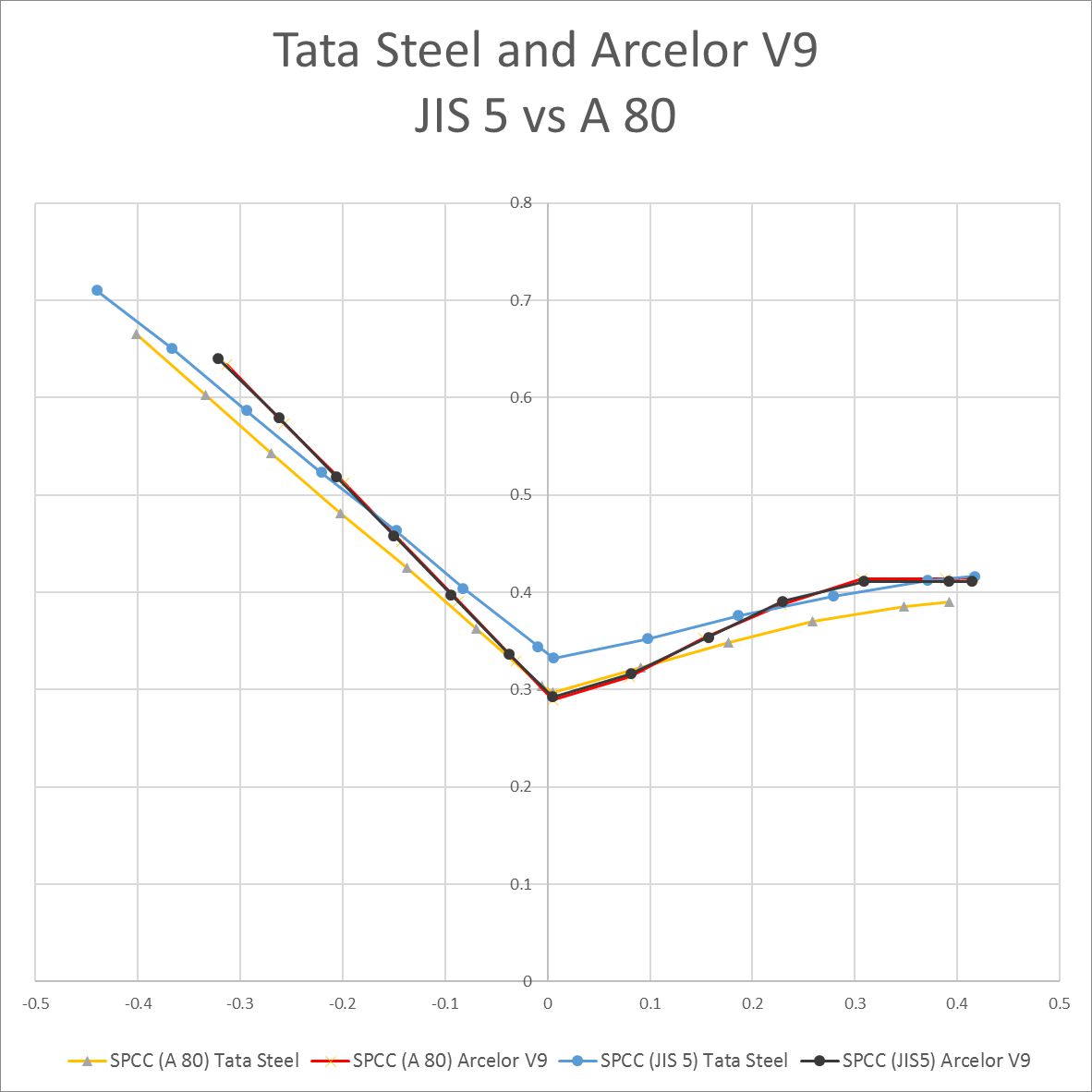
Рис. 5 — Сравнение результатов расчета FLC по разным моделям и для разных методов испытаний образцов на примере холоднокатаного проката марки SPCC
Основные выводы по итогам проведенной работы:
- В модели построения FLC Arcelor V9 не используется относительное удлинение, результат не зависит от типа образца по стандартам A80 (ISO 9862) и Sample #5 (JIS Z 2241).
- При использовании модели Tata Steel необходимо проводить испытания образцов по стандарту ISO 9862.
- Использование модели Tata Steel приводит к получению более низких предельных деформаций, чем при использовании модели ArcelorV9.
- Насколько критично различие модели FLC по Tata Steel и модели FLC по Arcelor V9 зависит от конкретного процесса штамповки, и рекомендуется придерживаться инструкций разработчиков программного обеспечения.
Данные исследования мы проводим для предоставления качественных карточек материалов Северстали. Наши клиенты могут скачать карточки для компьютерного моделирования на нашем инжиниринговом портале.
Уважаемые читатели, присылайте свои вопросы, предложения по этой статье или другим интересующим темам на адрес инжинирингового портала. Ваша обратная связь важна для нас. Спасибо за внимание!
С уважением, команда Инжинирингового портала
Перечень использованных ресурсов:
- Справочные материалы AutoForm
- Справочник высокопрочных сталей ассоциации WorldAutoSteel — Advanced High-Strength Steels Application Guidelines Version 6.0.
Вам может быть интересно

Соответствие стандартов «Северстали» национальным стандартам и сводам правил России

Оптимизация профилей ЛСТК

Контейнер для сбора мусора – дешевле и экологичнее

Снижение металлоемкости кабины трактора

Фронтальные стеллажи из высокопрочных сталей

Где в машиностроении могут использоваться атмосферостойкие стали?

Сравнение износостойкости марок стали

Дешевые и надежные стальные бочки

Стальные автомобили будущего

Кузов карьерного самосвала – образец надежности, источник экономии

Перекрестные испытания как способ подтверждения правильности эксперимента
